Best in class innovation and technology.
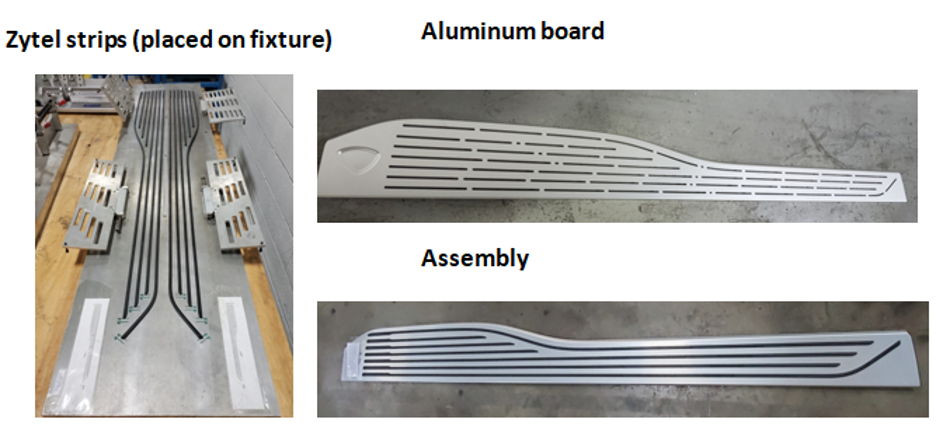
Developed plastic inserts to snap-fit aluminum running board. Over-moulding was not an option due to potential damage to class A surface.
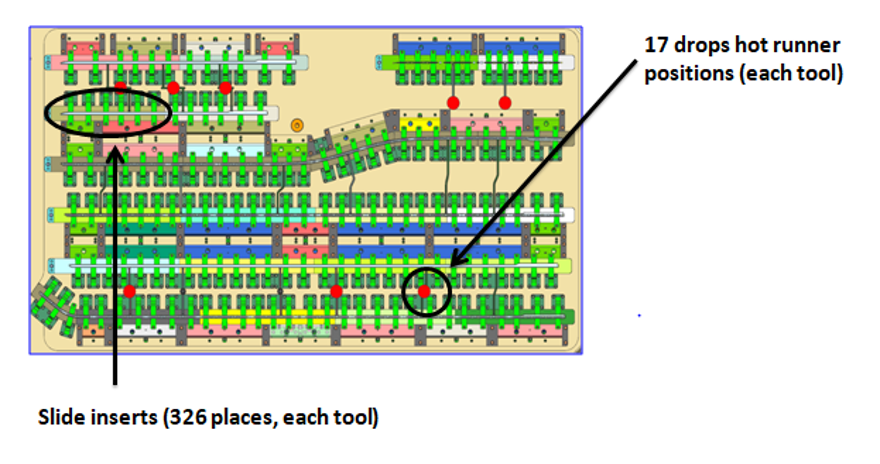
It requires a complex pair of molds 2.2m x 2.0m using 2750 ton machine using 326 slides and 17 drops for the hot runner system.
Molded inserts need tight tolerances, anti-slip surface and overcome thermal expansion properties of plastics and AI.
Trials of various materials like PPA, PET, Nylon, Acetal were conducted with final selection of Hytrel.
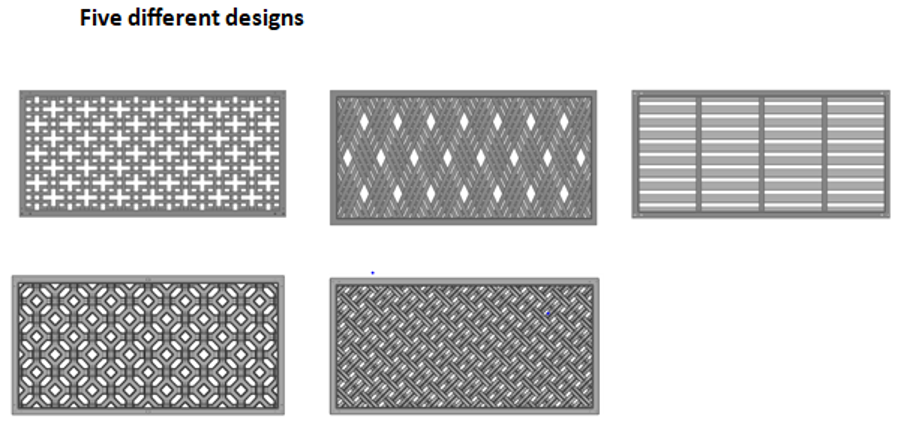
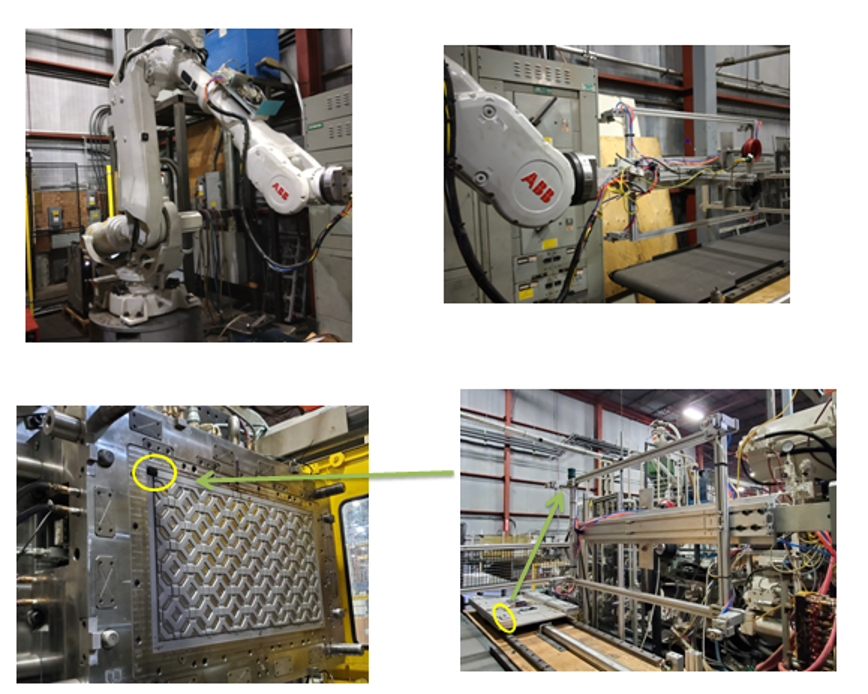
Developed five different privacy panel designs that use a common mold base and insert molding. Trials with different materials were conducted to
improve functionality using PP +30% GF, PA6+40%, with final selection of PP+40% GF. Automation system was developed to reduce process time
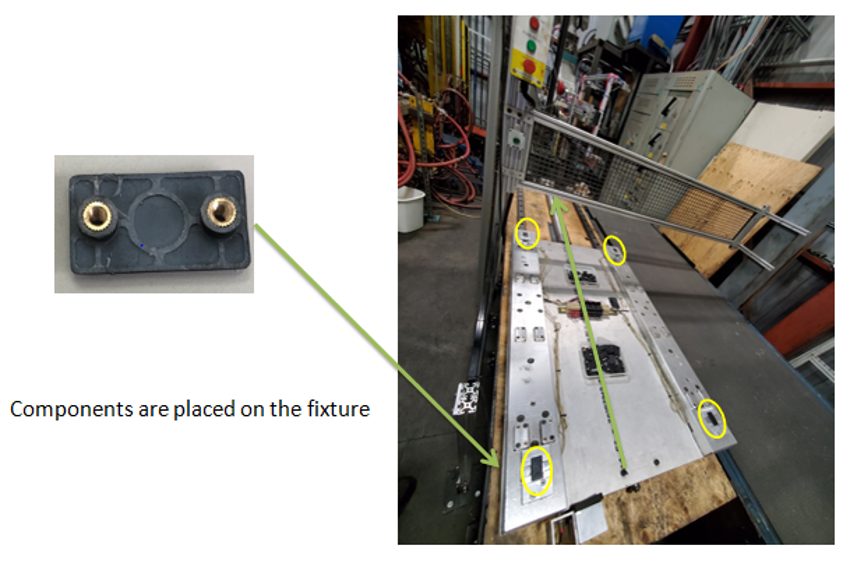
to 100 seconds with a six-axis robot arm that picks up inserts from a holding fixture into the mould.

To reduce defects, trials were done using different processes, and mould release agent to reduce frequency of defects.
Get in touch with us about anything that crosses your mind
contact us